










0102030405
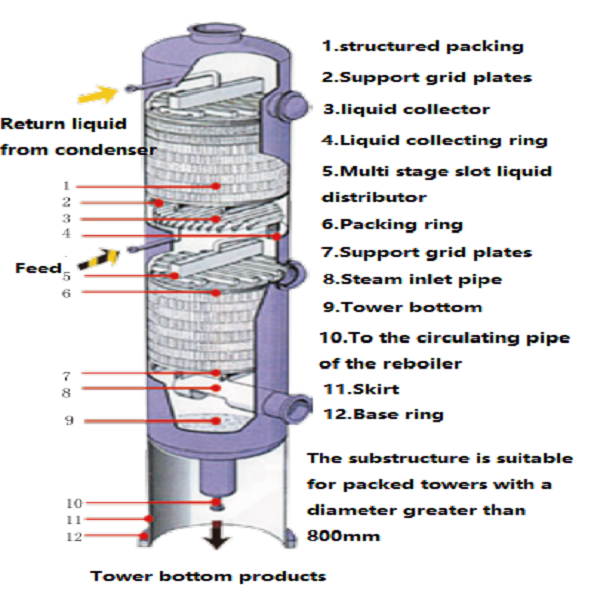
Packed Tower With Liquid Distributors
description
The separation performance of a structured packing tower depends on the internal components, such as packing, distributors, collectors, etc. It also depends on many parameters, such as gas load, liquid load, material properties, operating pressure, packing wetting performance, and uneven liquid distribution. Until now, it is not possible to accurately calculate the separation performance of the tower based on the geometric shape of the packing, and accurate data needs to be determined through the theory of packing towers and experimental towers under different conditions. Users can approximate the size of the tower and the required filling height based on the data.
Application Area
With the continuous development and application of new tower fillers, the advantages of packed towers have become more prominent and their application scope is expanding. The applications in the refining, petrochemical, fine chemical, fertilizer, pharmaceutical, and atomic energy industries, as well as in the field of environmental protection, have become more mature. Packing towers are particularly suitable for vacuum distillation, atmospheric and medium pressure distillation, as well as two-phase contact processes with atmospheric volume (such as gas absorption, cooling, etc.), but special caution should be exercised when applying them in high-pressure distillation towers. People are conducting research on high-pressure distillation packing towers, attempting to solve the problem from the structure and operation methods of packing towers, such as proposing segmented emulsification of packing layers or using high gravity field separation. Some progress has been made in breaking through the limitations of using fillers in high-pressure distillation columns, and the key is to thoroughly understand the impact of high pressure (high liquid phase load) on the processing capacity and efficiency of the tower. Shallow bed and high-performance tower components (such as gas distributors, liquid distributors, and re distributors) can be utilized. Some people also suggest developing composite fillers suitable for high-pressure distillation.
Another new field of application for packed towers is air separation devices. Before the 1930s, air separation equipment was mainly used for welding, cutting oxygen, and chemical nitrogen. Due to the development of modern technologies such as steel, nitrogen fertilizers, chemicals, and rockets, the usage of oxygen, nitrogen, and rare gases has rapidly increased. Some large foreign companies, such as Linde in Germany, APCI (Air Products and Chemicals) in the United States, BOC (Oxygen) in the United Kingdom, and Air Liquefaction in France, have started to apply packed towers to air separation research. Sulzer in Switzerland, as a packing manufacturer, actively cooperates with these companies and has achieved gratifying results.
Another use of regular fillers in air separation units is in crude argon towers. The previous crude argon tower was a sieve plate tower, which could not obtain pure argon with an oxygen content less than 2 × 10-6. By switching to a packed tower, the downstream processes used in the production of pure argon products in the past can be eliminated.
Another new field of application for packed towers is air separation devices. Before the 1930s, air separation equipment was mainly used for welding, cutting oxygen, and chemical nitrogen. Due to the development of modern technologies such as steel, nitrogen fertilizers, chemicals, and rockets, the usage of oxygen, nitrogen, and rare gases has rapidly increased. Some large foreign companies, such as Linde in Germany, APCI (Air Products and Chemicals) in the United States, BOC (Oxygen) in the United Kingdom, and Air Liquefaction in France, have started to apply packed towers to air separation research. Sulzer in Switzerland, as a packing manufacturer, actively cooperates with these companies and has achieved gratifying results.
Another use of regular fillers in air separation units is in crude argon towers. The previous crude argon tower was a sieve plate tower, which could not obtain pure argon with an oxygen content less than 2 × 10-6. By switching to a packed tower, the downstream processes used in the production of pure argon products in the past can be eliminated.